
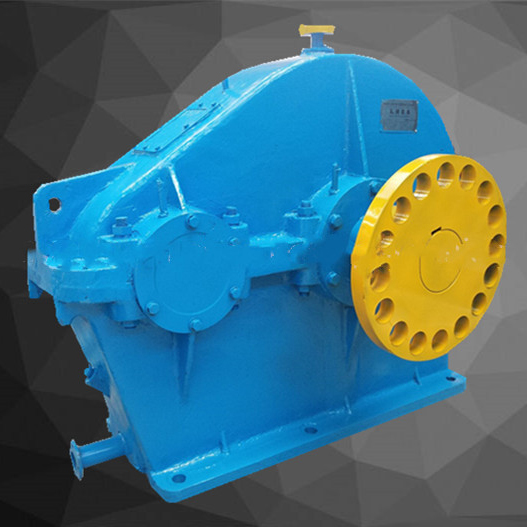
тейлөөболотrоллинг тегирменсызык редуктор
1. Муфтанын бекем жана ишенимдүү экенине ынануу үчүн ар бир бөлүмдүн болтторун текшериңиз.
2. Көбүнчө жука майлоочу май агымынын көрсөткүчүнүн ишин байкап, мунай схемасы жылмакай, мунай басымы, агымдын ылдамдыгы жетиштүү жана түтүк, клапан, пломба жана айкалыштыруу бети агып кетпеши керек.
3. Иштөө абалын текшерүүподшипниктеркөп учурда, жылуулук жок, боштук жана олуттуу эскирүү, анормалдуу ызы-чуу, жана өз убагында көйгөйлөр менен күрөшүү.
4. Тиштин иштөө абалын текшериңиз, анын өткөргүчтөрүн жылмакай кармаңыз, байкоочу капкакты көп ачыңыз, тиштин контакты, эскирүү нормалдуубу, майлоочу майдын соплосунун ар бир жалпак оюгу жылмакайбы же жокпу, жана көйгөйдү чечиңиз убакыт.
5. Ар бир майлоочу жердин кире беришиндеги мунай агымынын индикатору аркылуу майдын агымын текшериңиз жана төмөнкүдөй маанини сайтка коюңуз.
Орой прокатредуктор: басым релесинин басымы≥нормалдуу үчүн 0,15 МПа.
Орто прокат редуктор: басым релесинин басымы≥нормалдуу үчүн 0,15 МПа.
Алдын ала бүтүрүүчү редуктор: басым релесинин басымы≥нормалдуу үчүн 0,15 МПа.
6. Подшипниктин (плитканын) температурасын кол тийүү менен текшериңиз, кол менен плитка отургучка же аягы капкагына 3 секунддай тийип, ысык сезилбестен, нормалдуу, температура өтө жогору болсо, дароо цехке билдирүү керек.
7. Кыймылдын үнүн угуу үчүн подшипник (плитка) отургуч менен байланышуу үчүн угуучу ийнени колдонуңуз, анормалдуу ызы-чуу нормалдуу эмес, үн дароо цехке билдирилиши керек.
Посттун убактысы: Мар-09-2023