
Летяща ножицаобикновено се основава на секцията на мелницата и оформлението на модула, за да изберете, за полунепрекъснатата валцоваща линия в грубата мелница след избора на фиксирано срязване, за непрекъсната валцоваща линия обикновено избирайте летяща ножица, в непрекъснатото валцоване извън областта на главата може да изберете и фиксирано срязване.
За барлетяща ножицасе основава главно на секцията за срязване, която да изберете, изискванията за секцията за летящо срязване са както следва.
Срязване на махалото: ≥ Φ80mm, V ≤ 2m / s.
Срязване на манивела: ≥ Φ40 mm, V ≤ 4 ~ 3,5 m / s.
Комбинирана ножица: Φ10 ~ 80 mm, V ≤ 16 ~ 18 m / s.
Ротационна ножица: Φ10 ~ 40 mm, V ≤ 16 ~ 18 m / s.

Онлайн измерване на диаметър
Като цяло, онлайн измерването на диаметъра на валцованата линия е отворена верига, само роля за наблюдение.
Оразмеряване
Прътите от легирана стомана обикновено се нарязват, за да се подобри крайното качество на продуктите за оразмеряване, но продуктите с малък размер (Φ10~40 mm) могат също да бъдат срязани за оразмеряване, за да отговорят на изискванията на потребителите и да подобрят производството.Прътите от легирана стомана обикновено се разделят на горещо оразмеряване и студено оразмеряване според температурата на оразмеряване.Горещото оразмеряване се извършва с ножовка, а студеното оразмеряване се извършва с абразивен трион.Разходите за рязане на стомана са ниски, шумът е голям, продуктите за рязане обикновено с грапавини се нуждаят от обработка на скосяване;Разходите за рязане на абразивно колело са високи с дим и прах, необходимостта от прах, крайното качество на продуктите за рязане е добро.
Охлаждане
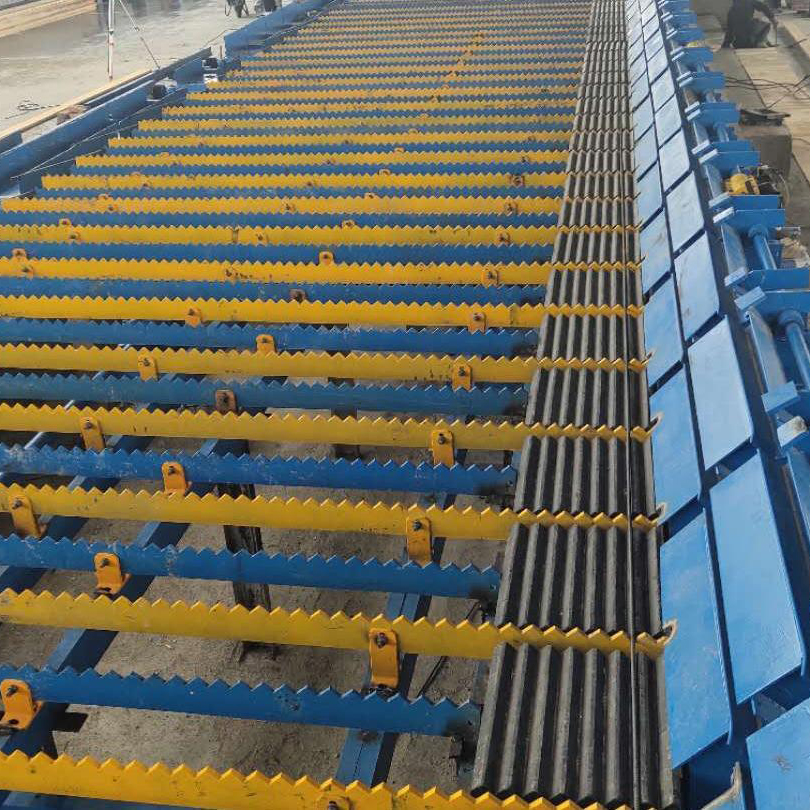
Пръти от легирана стомана в комбинирана работа, пружина, висока работа, сачмени лагери, неръждаема стомана и други се нуждаят от бавно охлаждане на стоманата в процеса на охлаждане изискваохлаждащо леглотемпература ≥ 700 ℃, за да отговарят на изискванията за монтаж на яма за бавно охлаждане или кутия за бавно охлаждане.Това изисквастудено леглов съответствие с изискванията на производството може да отговори както на общото охлаждане при изискванията на студения слой, но също така да може бързо да отговори на бавно охлаждащия материал чрез изискванията на следващата линия.
Според продуктовите спецификации на големите и малките пръти в селекцията за охлаждане също е различна, поради спецификациите на големите пръти бързо движещите се стоманени устройства могат да преместват голямо тегло, за да отговорят на темпото на производство и ниската скорост на охлаждане.Следователно, общото голямо охлаждащо легло с многофункционално охлаждащо легло с устройство за бързо прехвърляне на стомана, за да се гарантира, че бавно охлаждащият се материал бързо подохлаждащо легло, малки спецификации, дължащи се на малките спецификации на пръта, охлаждащ се бързо и трябва да бъде в редове под охлаждащото легло, така че малката лента за охлаждане на леглото от страната на бързата конвейерна верига, за да отговаря на изискванията за бавно охлаждащ се материал надолу по линията.
За да се избегне объркването на стоманените номера, прътите са маркирани в края на прътите, но прътите с малък размер не могат да бъдат маркирани онлайн в момента (<Φ80 mm продукти).Големите барове могат да бъдат маркирани онлайн настудено легло.Понастоящем домашното маркиране се разделя на: ръчно маркиране и механично маркиране, а механичното маркиране може да бъде разделено на тип еднократно щамповане, тип щамповане дума по дума, тип игла и маркиране с високоенергийна плазма.Сред тях високоенергийното плазмено маркиране е безконтактно маркиране, което не се влияе от температурата.Контактната маркировка се влияе от температурата, температурата е твърде висока, целият герой ще бъде потънал, температурата е твърде ниска и щамповането няма да е ясно, според опита на производствения завод обикновено е около 800 ℃ е по-идеално .Според спецификациите на продукта на лентата можете да изберете различно оборудване за маркиране, контактно маркиране на най-малката дума до 8 mm, безконтактно маркиране на дума с височина от 18 mm минимум.
Време на публикуване: 11 октомври 2022 г