
Foarfeca rotativase bazează, în general, pe secțiunea morii și pe aspectul unității de ales, pentru linia de laminare semi-continuă în moara de degroșare după alegerea forfei fixe, pentru linia de laminare continuă, în general, alegeți forfecarea zburătoare, în rularea continuă din zona capului se poate alege și forfecare fixă.
Pentru barfoarfeca rotativase bazează în principal pe secțiunea de forfecare pentru a alege, cerințele secțiunii de forfecare zburătoare sunt următoarele.
Forfecare pendulară: ≥ Φ80mm, V ≤ 2m/s.
Forfecare manivelă: ≥ Φ40mm, V ≤ 4 ~ 3,5m/s.
Forfecare combinată: Φ10 ~ 80mm, V ≤ 16 ~ 18m / s.
Foarfece rotativ: Φ10 ~ 40mm, V ≤ 16 ~ 18m / s.

Măsurarea diametrului online
În general, măsurarea online a diametrului liniei de rulare este în buclă deschisă, doar rolul de monitorizare.
Dimensiunea
Barele din oțel aliat sunt în general tăiate pentru a îmbunătăți calitatea finală a produselor de dimensionare, dar produsele de dimensiuni mici (Φ10~40mm) pot fi, de asemenea, tăiate pentru dimensionare, pentru a satisface cerințele utilizatorilor și pentru a îmbunătăți producția.Barele de oțel aliat sunt, în general, împărțite în dimensionare la cald și dimensionare la rece în funcție de temperatura de dimensionare.Dimensionarea la cald se face cu ferăstrău, iar dimensionarea la rece se face cu ferăstrău abraziv.Costul de tăiere a oțelului este scăzut, zgomotul este mare, produsele de tăiat, în general, cu bavuri trebuie să fie tratate cu teșire;Costul ferăstrăului cu roți abrazive este mare, iar fumul și praful trebuie să fie praf, iar calitatea finală a produselor de tăiat este bună.
Răcire
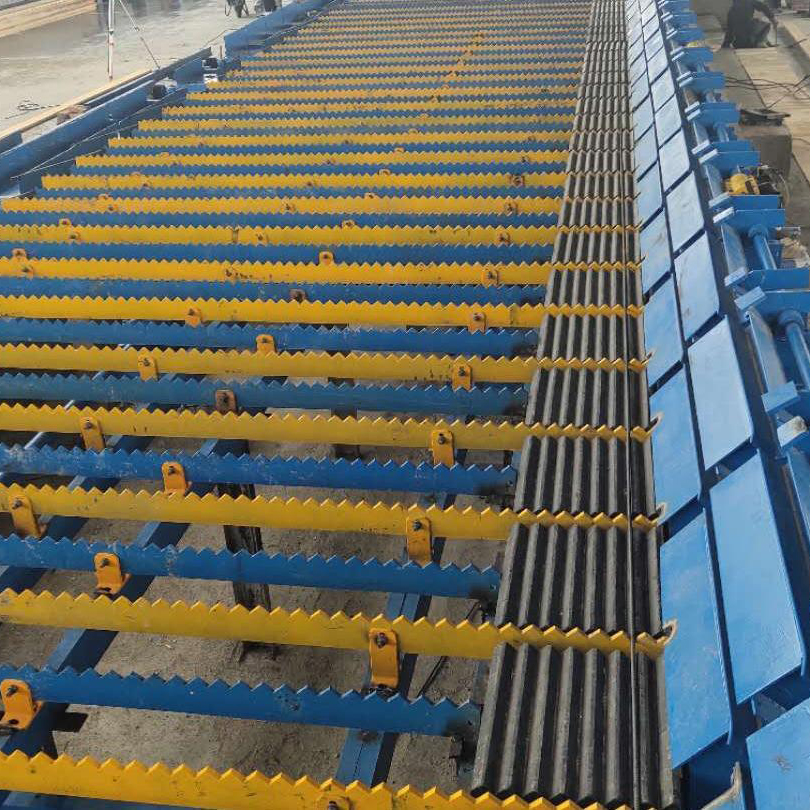
Bare de oțel aliat în lucrul combinat, arc, lucru înalt, rulmenți cu bile, oțel inoxidabil și alte necesită oțel de răcire lentă în procesul de răcire necesităpat de răciretemperatura ≥ 700 ℃, pentru a îndeplini cerințele instalării gropii de răcire lentă sau a casetei de răcire lentă.Acest lucru necesităpat receîn conformitate cu cerințele de producție, poate îndeplini atât cerințele generale de răcire în baza patului rece, dar și pentru a putea îndeplini rapid materialul de răcire lentă prin cerințele următoare.
În conformitate cu specificațiile produsului de bare mari și bare mici, în selecția de răcire este, de asemenea, diferită, din cauza specificațiilor barelor mari, dispozitivele din oțel cu mișcare rapidă pot muta o greutate mare, pentru a satisface ritmul de producție și viteza scăzută de răcire.Prin urmare, patul de răcire general mare cu un pat de răcire multifuncțional cu dispozitiv de transfer rapid din oțel pentru a se asigura că materialul cu răcire lentă rapid subpat de răcire, specificații mici din cauza specificațiilor mici ale barei de răcire rapidă și trebuie să fie în rânduri sub patul de răcire, astfel încât partea mică a patului de răcire a barului a lanțului transportor rapid pentru a îndeplini cerințele de material cu răcire lentă în jos pe linie.
Pentru a evita confuzia numerelor de oțel, barele sunt marcate la capătul barelor, dar barele de dimensiuni mici nu pot fi marcate online în prezent (produse <Φ80mm).Barele mari pot fi marcate online pepat rece.În prezent, marcarea internă este împărțită în: marcare manuală și marcare mecanică, iar marcarea mecanică poate fi împărțită în tip de ștanțare unică, tip de ștanțare cuvânt cu cuvânt, tip de ac și marcare cu plasmă de înaltă energie.Printre acestea, marcarea cu plasmă de înaltă energie este marcarea fără contact, neafectată de temperatură.Marcarea contactului este afectată de temperatură, temperatura este prea ridicată, întregul caracter va fi scufundat, temperatura este prea scăzută și ștanțarea nu va fi clară, conform experienței fabricii de producție este, în general, de aproximativ 800 ℃ este mai ideal. .Conform specificațiilor produsului bar, puteți alege diferite echipamente de marcare, marcarea de contact cel mai mic cuvânt de până la 8 mm, înălțimea cuvântului de marcare fără contact de minim 18 mm.
Ora postării: Oct-11-2022