
바 롤링용 플라잉 가위

| 상품명 | 플라잉 가위 | 정의 | 압연 부품의 측면 전단에서 작동하는 전단 |
| 상표 | 룬시앙 | 요구 사항 | 전단 가장자리는 최상의 전단 가장자리 여유 공간을 가져야 합니다. |
| 산업 | 야금 롤링 스틸 | 장비 구성 요소 | 플라잉 시어바디, 전달장치 등 |
롤링 부품의 수평 전단 주행 전단플라잉 시어, 철판, 강관, 종이 롤을 신속하게 절단 할 수있는 일종의 가공 장비입니다.야금 압연산업, 고속 선재 및 철근 절단 기계는 전력 소비가 적고 투자 비용이 적은 현대식 롤링 바 전단 제품입니다.
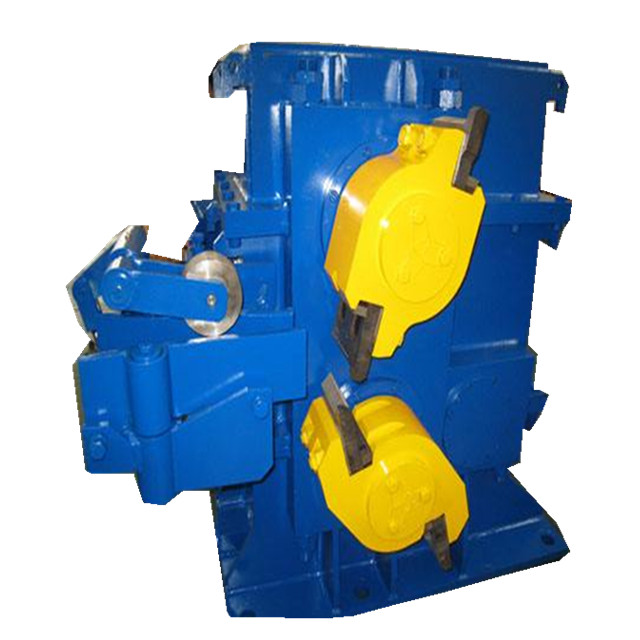
압연 강철, 종이 및 기타 생산 라인에서 일반적으로 사용되는 플라잉 가위.연속 압연 빌렛 숍 또는 소형 섹션 스틸 숍에서는 압연 라인의 뒤쪽에 배치되며 압연 부품은 고정 발로 절단되거나 머리만 자르고 꼬리만 자릅니다.차갑고 뜨거운 철강 공장 교차 절단 장치, 무거운 전단 장치, 아연 도금 장치 및 주석 도금 장치에는 다양한 유형의 플라잉 가위가 장착되어 있으며 스트립은 고정 길이로 절단되거나 지정된 무게로 절단됩니다. 강철 코일.플라잉 시어의 광범위한 사용은 압연 강재 생산을 고속 연속 방향으로 빠르게 발전시키는 데 도움이 됩니다.따라서, 그것은 개발의 중요한 부분입니다.철강 압연생산.
작업 요구 사항:
사이징 플라잉 가위정확한 사이징, 깔끔한 절단 표면 및 광범위한 사이징 조정뿐만 아니라 일정한 전단 속도와 같이 우수한 전단 품질을 보장해야 합니다.위의 요구 사항을 충족하기 위해 전단 공정에서 플라잉 시어의 구조 및 성능은 다음 요구 사항을 충족해야 합니다.
1. 가위 날의 수평 속도는 압연 부품의 이동 속도와 같거나 약간 더 커야 합니다.
2. 두 개의 전단기 날은 전단 가장자리 간극이 가장 좋아야 합니다.
3. 전단 공정, 바람직하게는 평면 병진 운동을 위한 전단 블레이드, 즉 압연 부품의 표면에 수직인 전단 블레이드.
4. 고정 길이를 보장하기 위해 특정 작업 시스템에 따라 작업하는 플라잉 가위.
5. 움직이는 부분의 가속도와 질량의 플라잉 가위는 관성력과 동적 하중을 최소화하도록 노력해야 합니다.





