
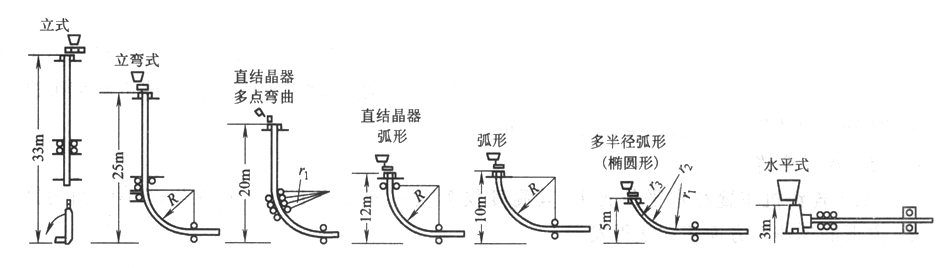
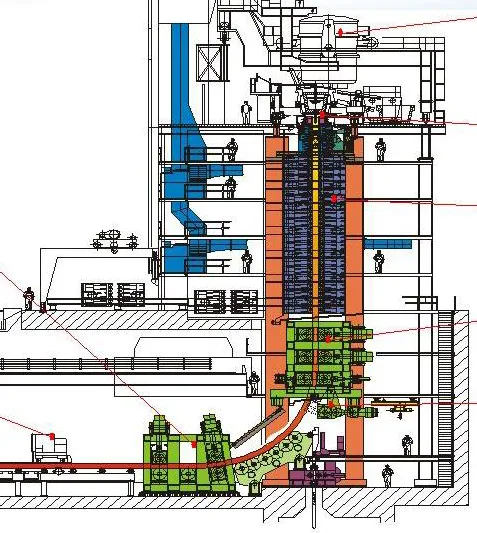
縦型連続鋳造機
構造的特徴: 晶析装置、クランプセクションの第 2 冷密列、ビレット引抜装置、カットツーレングスなどのプロセス機器が垂直方向に配置されています。
利点。
曲げ矯正変形がなく、冷却が均一でクラックが発生しにくい。
内包物が浮きやすい。
欠点。
設備費や建設費が高額。
スチール製で静圧が高く、膨らみが出やすい。
描画速度が遅く、生産効率が低い。
適用範囲。
高品質の鋼材または特大セクション。高純度鋼、高合金鋼、高S/P鋼など;極厚スラブ、特大丸ビレット/ビレット。
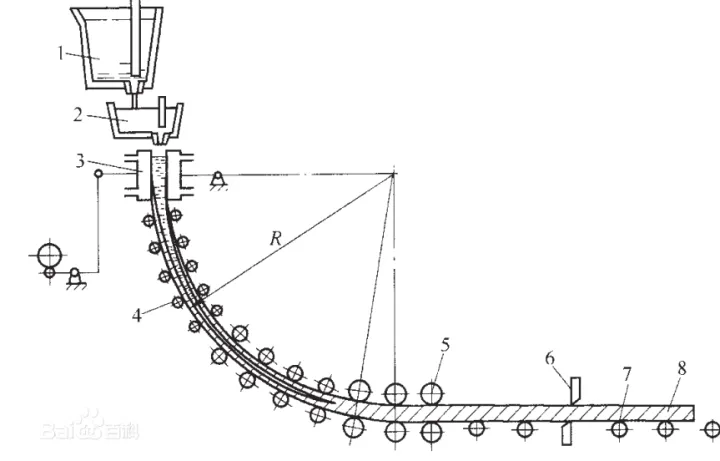
縦曲げタイプ連続鋳造機
構造上の特徴。
結晶化装置の下の垂直断面、曲げと矯正(鋼の完全な凝固)、水平切断。
利点。
垂直よりも機体の高さが低くなります。
垂直断面により介在物が浮きやすく均一に分布します。
水平ビレット、ボディを適切に長くすることができ、固定サイズに制限はありません。
欠点。
鋳造ビレットの曲げ矯正半径が小さく、間隔が短く、亀裂が発生しやすい。
完全な凝固の曲げと矯正が必要なため、生産性が制限されます。
ストレートアーク連続鋳造機
構造的特徴: 垂直セクション付き
利点。
縦曲げ連続鋳造機の利点を生かし、介在物が浮き上がりやすい。
多点曲げにより応力集中が軽減され、割れが発生しにくくなります。
完全固化前に矯正水平部に入ることができるため、伸線速度が向上し、高い生産性が得られます。
適用範囲:スラブ連続鋳造
フルアーク連続キャスター
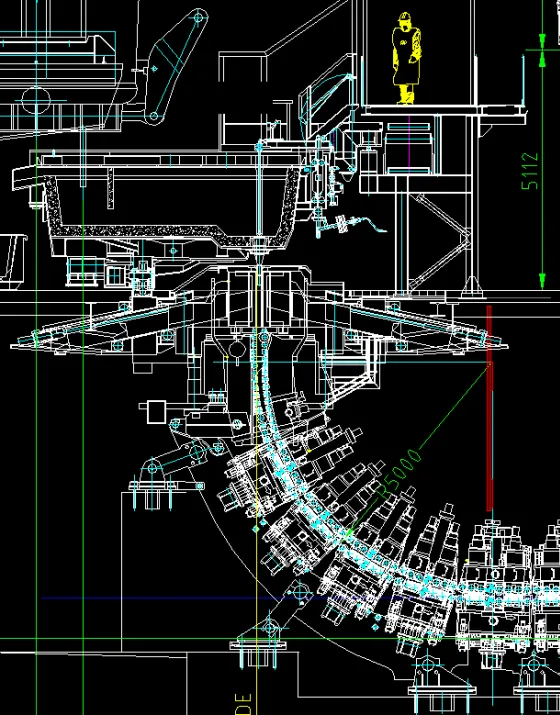
構造上の特徴。
円弧状晶析装置
利点
機械本体の高さ(1/2~1/3)、インフラコストが低い。
スチール製のため静圧が小さく、ドラムベリーのコントロールが容易です。
引き上げ速度が速く、流量制限が少ない。
欠点。
機械や設備の設置面積が大きい。
内側のアーク内の介在物は収集しやすいです。
円弧状晶析装置の処理はより複雑です
適用範囲:ビレット、丸ビレット、異形ビレット連続鋳造
横型連続鋳造機
利点。
高さが低く、投資を節約できます。
曲がり矯正もなく、品質も良好です。
欠点。
上部に介在物の集合体。
描画速度が遅い、流量が少ない、出力が低い。
超低頭連続鋳造機
利点。
体高が低く、草丈も低くなります。
鋼の静水圧が低く、ビレットシェルの膨らみが少ない。
欠点。
介在物は浮き上がって分離できず、内側のアークが集まります。
マルチラジアス、円弧、取り付け、調整が難しい。
現在最も広く使用されているモデル:フルアーク連続鋳造機、ストレートアーク連続鋳造機、立型連続鋳造機。
投稿日時: 2023 年 1 月 12 日