
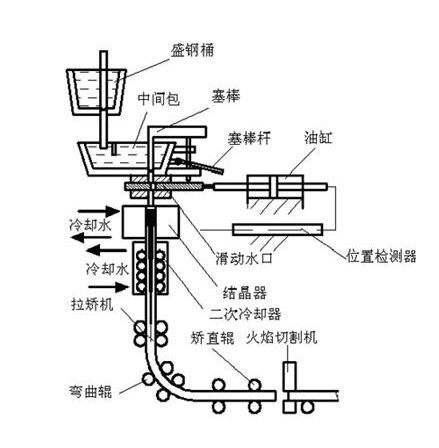
Машына бесперапыннага ліцця


Асноўная тэхналагічная плынь наступная: з расплаўленага стальнога каўша выцякае спачатку ў прамежкавы разліў, потым у дугавы крышталізатар, утвараецца ў крышталізатарскім слябе, рух уніз уздоўж дугі, рух дугі шляхам астуджэння распыленнем вады да поўнага або частковага застывання, затым адліўка ў гарызантальная кропка датычнай да машыны, а затым выкарыстоўваць полымя рэзкі руль пліты рэзкі даўжыні, ад гарызантальнай загрузкі.
Мая кампанія бесперапыннага ліцця машыны вытворчасці нарыхтоўкі ў асноўным ёсць, нарыхтоўкі, сад нарыхтоўкі.
 гм з 8;для хуткарэзнай і інструментальнай сталі вазьміце мінімум 10;для вугляродзістай і нізкалегаванай сталі вазьміце 6.
гм з 8;для хуткарэзнай і інструментальнай сталі вазьміце мінімум 10;для вугляродзістай і нізкалегаванай сталі вазьміце 6.
Памер сячэння нарыхтоўкі павінен вызначацца ў залежнасці ад неабходнасці пракаткі і ступені сціску падчас пракаткі.
Варта таксама ўлічваць магутнасць печы і магутнасць ліцейнай машыны.
Як правіла, ён абсталяваны машынай бесперапыннага ліцця з вялікім секцыяй і шматпаточнай машынай для вялікіх сталеплавільных печаў.
Сціск пры качэнні пераважней 6 ~ 10.
Для нержавеючай сталі і тэрмаўстойлівай сталі вазьміце мінімум





