
ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ


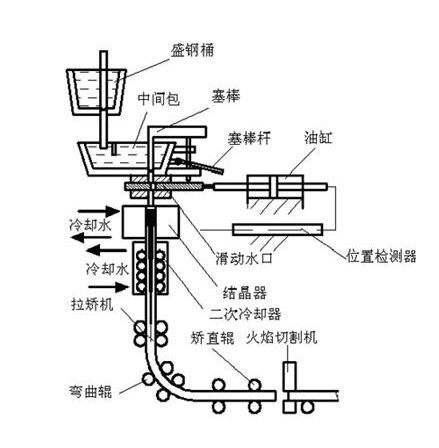
ਮੁੱਖ ਪ੍ਰਕਿਰਿਆ ਦਾ ਪ੍ਰਵਾਹ ਇਹ ਹੈ: ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਦੇ ਲਾਡਲ ਦੇ ਆਊਟਫਲੋ ਤੋਂ, ਪਹਿਲਾਂ ਟੁੰਡਿਸ਼ ਵਿੱਚ, ਫਿਰ ਚਾਪ ਕ੍ਰਿਸਟਲਾਈਜ਼ਰ ਵਿੱਚ, ਚਾਪ ਦੇ ਨਾਲ ਕ੍ਰਿਸਟਲਾਈਜ਼ਰ ਸਲੈਬ ਰੋਲਰ ਵਿੱਚ ਹੇਠਾਂ ਵੱਲ ਦੀ ਗਤੀ ਵਿੱਚ, ਪਾਣੀ ਦੇ ਸਪਰੇਅ ਕੂਲਿੰਗ ਦੁਆਰਾ ਚਾਪ ਦੀ ਗਤੀ, ਜਦੋਂ ਤੱਕ ਪੂਰਾ ਜਾਂ ਅੰਸ਼ਕ ਠੋਸ ਨਹੀਂ ਹੋ ਜਾਂਦਾ, ਤਦ ਤੱਕ ਕਾਸਟਿੰਗ. ਮਸ਼ੀਨ ਵਿੱਚ ਹਰੀਜੱਟਲ ਟੈਂਜੈਂਟ ਪੁਆਇੰਟ, ਫਿਰ ਹਰੀਜੱਟਲ ਲੋਡਿੰਗ ਤੋਂ ਲੈ ਕੇ, ਫਲੇਮ ਕਟਿੰਗ ਹੈਂਡਲਬਾਰ ਸਲੈਬ ਕੱਟਣ ਦੀ ਲੰਬਾਈ ਦੀ ਵਰਤੋਂ ਕਰੋ।
ਮੇਰੀ ਕੰਪਨੀ ਦੀ ਲਗਾਤਾਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਬਿਲਟ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਮੁੱਖ ਤੌਰ 'ਤੇ ਬਿਲੇਟ, ਬਾਗ ਬਿਲਟ ਹੈ।
 um of 8;ਹਾਈ ਸਪੀਡ ਸਟੀਲ ਅਤੇ ਟੂਲ ਸਟੀਲ ਲਈ, ਘੱਟੋ ਘੱਟ 10 ਲਓ;ਕਾਰਬਨ ਸਟੀਲ ਅਤੇ ਘੱਟ ਮਿਸ਼ਰਤ ਸਟੀਲ ਲਈ, 6 ਲਓ।
um of 8;ਹਾਈ ਸਪੀਡ ਸਟੀਲ ਅਤੇ ਟੂਲ ਸਟੀਲ ਲਈ, ਘੱਟੋ ਘੱਟ 10 ਲਓ;ਕਾਰਬਨ ਸਟੀਲ ਅਤੇ ਘੱਟ ਮਿਸ਼ਰਤ ਸਟੀਲ ਲਈ, 6 ਲਓ।
ਬਿਲੇਟ ਦੇ ਸੈਕਸ਼ਨ ਦਾ ਆਕਾਰ ਰੋਲਿੰਗ ਦੀ ਜ਼ਰੂਰਤ ਅਤੇ ਰੋਲਿੰਗ ਦੌਰਾਨ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਦੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਭੱਠੀ ਦੀ ਸਮਰੱਥਾ ਅਤੇ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਦੀ ਸਮਰੱਥਾ ਨੂੰ ਵੀ ਵਿਚਾਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.
ਇਹ ਆਮ ਤੌਰ 'ਤੇ ਵੱਡੀਆਂ ਸਟੀਲ ਬਣਾਉਣ ਵਾਲੀਆਂ ਭੱਠੀਆਂ ਲਈ ਵੱਡੇ ਭਾਗ ਅਤੇ ਬਹੁ-ਪ੍ਰਵਾਹ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਨਾਲ ਲੈਸ ਹੁੰਦਾ ਹੈ।
ਰੋਲਿੰਗ ਕੰਪਰੈਸ਼ਨ ਤਰਜੀਹੀ 6 ~ 10 ਹੈ.
ਸਟੀਲ ਅਤੇ ਗਰਮੀ ਰੋਧਕ ਸਟੀਲ ਲਈ, ਘੱਟੋ ਘੱਟ ਲਓ





