
निरंतर कास्टिंग मशीन


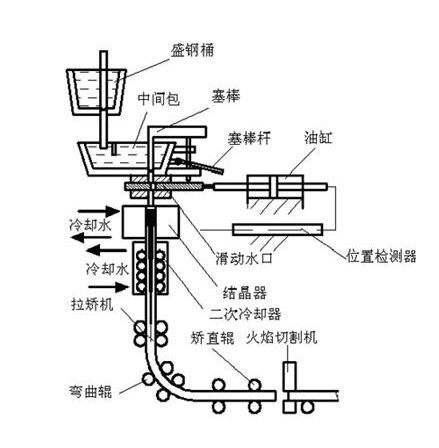
मुख्य प्रक्रिया प्रवाह है: पिघला हुआ स्टील लडल बहिर्वाह से, पहले टुंडिश में, फिर आर्क क्रिस्टलाइज़र में, आर्क के साथ क्रिस्टलाइज़र स्लैब रोलर डाउनवर्ड मूवमेंट में गठित, पानी स्प्रे कूलिंग द्वारा चाप आंदोलन, पूर्ण या आंशिक ठोस होने तक, फिर कास्टिंग मशीन में क्षैतिज स्पर्शरेखा बिंदु, फिर क्षैतिज लोडिंग से लौ काटने वाले हैंडलबार स्लैब काटने की लंबाई का उपयोग करें।
मेरी कंपनी की निरंतर कास्टिंग मशीन बिलेट का उत्पादन मुख्य रूप से, बिलेट, गार्डन बिलेट है।
 उम 8;हाई स्पीड स्टील और टूल स्टील के लिए, न्यूनतम 10 लें;कार्बन स्टील और लो अलॉय स्टील के लिए, 6 लें।
उम 8;हाई स्पीड स्टील और टूल स्टील के लिए, न्यूनतम 10 लें;कार्बन स्टील और लो अलॉय स्टील के लिए, 6 लें।
रोलिंग की आवश्यकता और रोलिंग के दौरान संपीड़न अनुपात के अनुसार बिलेट का अनुभाग आकार निर्धारित किया जाना चाहिए।
भट्ठी की क्षमता और ढलाई मशीन की क्षमता पर भी विचार किया जाना चाहिए।
यह आम तौर पर बड़े स्टीलमेकिंग भट्टियों के लिए बड़े खंड और बहु-प्रवाह निरंतर कास्टिंग मशीन से सुसज्जित है।
रोलिंग संपीड़न 6 ~ 10 बेहतर है।
स्टेनलेस स्टील और गर्मी प्रतिरोधी स्टील के लिए, न्यूनतम लें





