
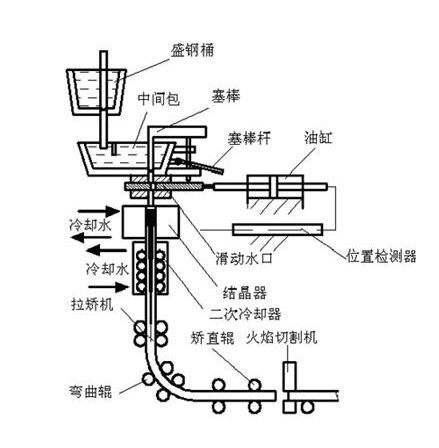
କ୍ରମାଗତ କାଷ୍ଟିଂ ମେସିନ୍ |


ମୁଖ୍ୟ ପ୍ରକ୍ରିୟା ପ୍ରବାହ ହେଉଛି: ତରଳାଯାଇଥିବା ଷ୍ଟିଲ୍ ଲେଡଲ୍ ଆଉଟଫ୍ଲୋ ଠାରୁ ପ୍ରଥମେ ଟୁଣ୍ଡିଶ୍, ପରେ ଆର୍କ୍ କ୍ରିଷ୍ଟାଲାଇଜର୍, ଆର୍କ ସହିତ ସ୍ଫଟିକ୍ ସ୍ଲାବ୍ ରୋଲର୍ ତଳକୁ ଗତି, ୱାଟର ସ୍ପ୍ରେ କୁଲିଂ ଦ୍ୱାରା ଆର୍କ ଗତି, ସମ୍ପୂର୍ଣ୍ଣ କିମ୍ବା ଆଂଶିକ ଦୃ solid ହେବା ପର୍ଯ୍ୟନ୍ତ, ତାପରେ କାଷ୍ଟିଂ କରିବା | ମେସିନରେ ଭୂସମାନ୍ତର ଟାଙ୍ଗେଣ୍ଟ ପଏଣ୍ଟ, ତାପରେ ଭୂସମାନ୍ତର ଲୋଡିଙ୍ଗରୁ ଫ୍ଲେମ୍ କଟିଙ୍ଗ ହ୍ୟାଣ୍ଡେଲବାର ସ୍ଲାବ କଟିଙ୍ଗ ଲମ୍ବ ବ୍ୟବହାର କରନ୍ତୁ |
ମୋ କମ୍ପାନୀର କ୍ରମାଗତ କାଷ୍ଟିଂ ମେସିନ୍ ଉତ୍ପାଦନରେ ମୁଖ୍ୟତ ,, ବିଲେଟ୍, ବଗିଚା ବିଲେଟ୍ ଅଛି |
 8 ର um;ହାଇ ସ୍ପିଡ୍ ଷ୍ଟିଲ୍ ଏବଂ ଟୁଲ୍ ଷ୍ଟିଲ୍ ପାଇଁ ସର୍ବନିମ୍ନ 10 ନିଅ;ଅଙ୍ଗାରକାମ୍ଳ ଷ୍ଟିଲ୍ ଏବଂ କମ୍ ମିଶ୍ରିତ ଷ୍ଟିଲ୍ ପାଇଁ 6 ନିଅ |
8 ର um;ହାଇ ସ୍ପିଡ୍ ଷ୍ଟିଲ୍ ଏବଂ ଟୁଲ୍ ଷ୍ଟିଲ୍ ପାଇଁ ସର୍ବନିମ୍ନ 10 ନିଅ;ଅଙ୍ଗାରକାମ୍ଳ ଷ୍ଟିଲ୍ ଏବଂ କମ୍ ମିଶ୍ରିତ ଷ୍ଟିଲ୍ ପାଇଁ 6 ନିଅ |
ଗାଡ଼ି ଚାଳନା ଆବଶ୍ୟକତା ଏବଂ ଗଡ଼ିବା ସମୟରେ ସଙ୍କୋଚନ ଅନୁପାତ ଅନୁଯାୟୀ ବିଲେଟର ବିଭାଗ ଆକାର ନିର୍ଣ୍ଣୟ କରାଯିବା ଉଚିତ |
ଚୁଲିର କ୍ଷମତା ଏବଂ କାଷ୍ଟିଂ ମେସିନର କ୍ଷମତାକୁ ମଧ୍ୟ ବିଚାର କରାଯିବା ଉଚିତ୍ |
ଏହା ସାଧାରଣତ large ବୃହତ ବିଭାଗ ଏବଂ ମଲ୍ଟି ଫ୍ଲୋ କ୍ରମାଗତ କାଷ୍ଟିଂ ମେସିନ୍ ସହିତ ବଡ଼ ଇସ୍ପାତ ତିଆରି ଚୁଲା ପାଇଁ ସଜ୍ଜିତ |
ଗାଡ଼ି ସଙ୍କୋଚନ 6 ~ 10 ପସନ୍ଦଯୋଗ୍ୟ |
ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ଏବଂ ଉତ୍ତାପ ପ୍ରତିରୋଧକ ଷ୍ଟିଲ୍ ପାଇଁ, ସର୍ବନିମ୍ନ ନିଅନ୍ତୁ |





