
निरन्तर कास्टिङ मेसिन


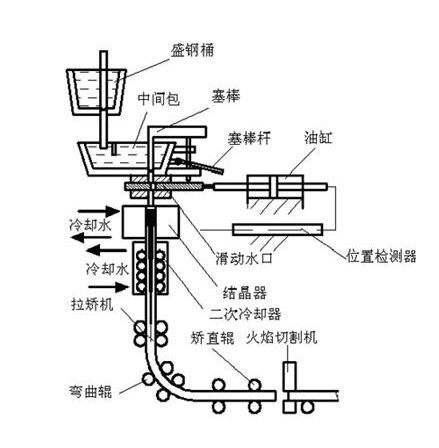
मुख्य प्रक्रिया प्रवाह हो: पिघलिएको स्टिल लाडल आउटफ्लोबाट, पहिले टुन्डिशमा, त्यसपछि चाप क्रिस्टलाइजरमा, क्रिस्टलाइजर स्ल्याब रोलरमा चापको साथ तलको गतिमा बनाइएको, पानी स्प्रे कूलिंग द्वारा चाप आन्दोलन, पूर्ण वा आंशिक ठोस नभएसम्म, त्यसपछि कास्टिङमा। मेसिनमा तेर्सो स्पर्श बिन्दु, त्यसपछि तेर्सो लोडिङबाट ज्वाला काट्ने ह्यान्डलबार स्ल्याब काट्ने लम्बाइ प्रयोग गर्नुहोस्।
मेरो कम्पनीको बिलेटको निरन्तर कास्टिङ मेसिन उत्पादनमा मुख्य रूपमा बिलेट, बगैंचा बिलेट छ।
 um of 8;उच्च गतिको इस्पात र उपकरण इस्पातको लागि, न्यूनतम 10 लिनुहोस्;कार्बन स्टील र कम मिश्र धातु इस्पात को लागी, 6 लिनुहोस्।
um of 8;उच्च गतिको इस्पात र उपकरण इस्पातको लागि, न्यूनतम 10 लिनुहोस्;कार्बन स्टील र कम मिश्र धातु इस्पात को लागी, 6 लिनुहोस्।
बिलेटको सेक्शन साइज रोलिङको आवश्यकता र रोलिङको समयमा कम्प्रेसन अनुपात अनुसार निर्धारण गर्नुपर्छ।
फर्नेसको क्षमता र कास्टिङ मेसिनको क्षमतालाई पनि विचार गर्नुपर्छ।
यो सामान्यतया ठूलो खण्ड र ठूला स्टील निर्माण भट्टीहरूको लागि बहु-प्रवाह निरन्तर कास्टिङ मेसिनसँग सुसज्जित छ।
रोलिङ कम्प्रेसन 6 ~ 10 राम्रो छ।
स्टेनलेस स्टील र तातो प्रतिरोधी स्टीलको लागि, न्यूनतम लिनुहोस्





