
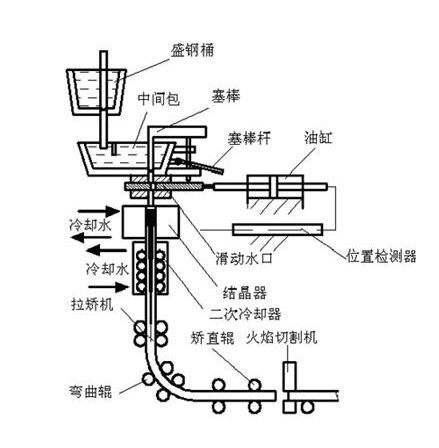
સતત કાસ્ટિંગ મશીન


મુખ્ય પ્રક્રિયા પ્રવાહ છે: પીગળેલા સ્ટીલના લેડલ આઉટફ્લોમાંથી, પ્રથમ ટંડિશમાં, પછી આર્ક ક્રિસ્ટલાઈઝરમાં, ક્રિસ્ટલાઈઝર સ્લેબ રોલરમાં ચાપ સાથે નીચે તરફની હિલચાલ, પાણીના છંટકાવ દ્વારા ચાપની હિલચાલ, સંપૂર્ણ અથવા આંશિક નક્કર થાય ત્યાં સુધી, પછી કાસ્ટિંગમાં મશીનમાં આડી સ્પર્શક બિંદુ, પછી આડી લોડિંગમાંથી ફ્લેમ કટીંગ હેન્ડલબાર સ્લેબ કટીંગ લંબાઈનો ઉપયોગ કરો.
મારી કંપનીના બિલેટનું સતત કાસ્ટિંગ મશીન ઉત્પાદનમાં મુખ્યત્વે બિલેટ, ગાર્ડન બિલેટ હોય છે.
 અમ 8;હાઇ સ્પીડ સ્ટીલ અને ટૂલ સ્ટીલ માટે, ઓછામાં ઓછા 10 લો;કાર્બન સ્ટીલ અને લો એલોય સ્ટીલ માટે, 6 લો.
અમ 8;હાઇ સ્પીડ સ્ટીલ અને ટૂલ સ્ટીલ માટે, ઓછામાં ઓછા 10 લો;કાર્બન સ્ટીલ અને લો એલોય સ્ટીલ માટે, 6 લો.
રોલિંગની જરૂરિયાત અને રોલિંગ દરમિયાન કમ્પ્રેશન રેશિયો અનુસાર બિલેટના સેક્શનનું કદ નક્કી કરવું જોઈએ.
ભઠ્ઠીની ક્ષમતા અને કાસ્ટિંગ મશીનની ક્ષમતા પણ ધ્યાનમાં લેવી જોઈએ.
તે સામાન્ય રીતે મોટા સ્ટીલ નિર્માણ ભઠ્ઠીઓ માટે મોટા વિભાગ અને મલ્ટી-ફ્લો સતત કાસ્ટિંગ મશીનથી સજ્જ છે.
રોલિંગ કમ્પ્રેશન પ્રાધાન્યક્ષમ છે 6 ~ 10.
સ્ટેનલેસ સ્ટીલ અને ગરમી પ્રતિરોધક સ્ટીલ માટે, ન્યૂનતમ લો





