
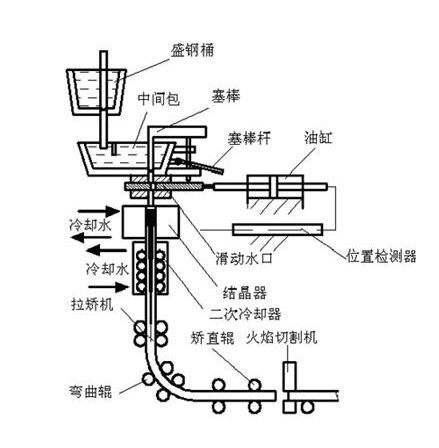
Stöðug steypuvél


Helstu ferlistreymi er: frá útstreymi úr bráðnu stáli sleif, fyrst í tunnu, síðan í ljósbogakristallara, myndast í kristöllunarplöturúllu niður á við meðfram boga, bogahreyfing með vatnsúðakælingu, þar til allt eða að hluta til storknað, síðan steypa til láréttur snertipunktur inn í vélina, notaðu síðan logaskurðarstýriplötuna klippa lengd, frá láréttu hleðslu.
Samfelld steypu vél fyrirtækis míns framleiðslu billet aðallega hafa, billet, garður billet.
 um 8;fyrir háhraða stál og verkfærastál, taktu að lágmarki 10;fyrir kolefnisstál og lágblendi stál, taktu 6.
um 8;fyrir háhraða stál og verkfærastál, taktu að lágmarki 10;fyrir kolefnisstál og lágblendi stál, taktu 6.
Hlutastærð billets ætti að vera ákvörðuð í samræmi við þörfina á veltingum og þjöppunarhlutfallinu meðan á veltingu stendur.
Einnig ætti að hafa í huga getu ofnsins og getu steypuvélarinnar.
Það er almennt búið stórum hluta og fjölflæðis samfelldri steypuvél fyrir stóra stálframleiðsluofna.
Veltingjaþjöppunin er æskileg 6 ~ 10.
Fyrir ryðfríu stáli og hitaþolnu stáli skaltu taka lágmark





