
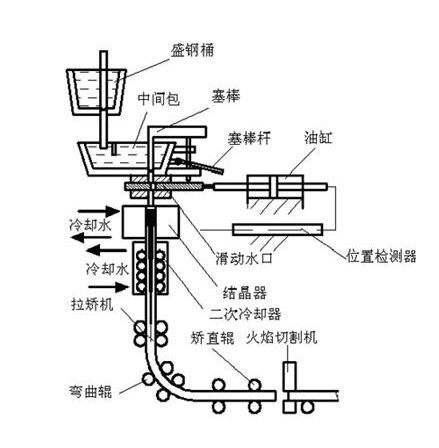
Машина безперервного лиття


Основний технологічний процес: від витікання розплавленої сталі ковш, спочатку в проміжний ковш, потім у дуговий кристалізатор, утворений у плиті кристалізатора, рух вниз уздовж дуги, рух дуги шляхом охолодження розпиленням води, до повного або часткового затвердіння, потім лиття до горизонтальну дотичну до машини, а потім використовуйте довжину різання плити керма для різання полум’ям від горизонтального навантаження.
Моя компанія безперервного лиття машини виробництва заготовки в основному мають, заготовки, садові заготовки.
 um 8;для швидкорізальної та інструментальної сталі беріть мінімум 10;для вуглецевої та низьколегованої сталі візьміть 6.
um 8;для швидкорізальної та інструментальної сталі беріть мінімум 10;для вуглецевої та низьколегованої сталі візьміть 6.
Розмір перерізу заготовки слід визначати відповідно до потреби прокатки та ступеня стиснення під час прокатки.
Слід також враховувати потужність печі та потужність ливарної машини.
Як правило, він оснащений великою секцією та багатопоточною машиною безперервного лиття для великих сталеплавильних печей.
Стиснення при прокатку є кращим 6 ~ 10.
Для нержавіючої та жаростійкої сталі візьміть мінімум





