
ক্রমাগত কাস্টিং মেশিন


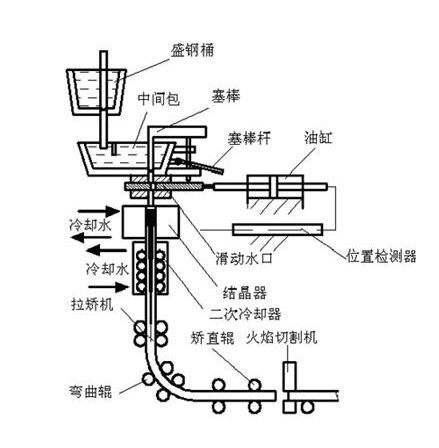
প্রধান প্রক্রিয়া প্রবাহ হল: গলিত ইস্পাত ল্যাডেল বহিঃপ্রবাহ থেকে, প্রথমে টুন্ডিশে, তারপরে আর্ক ক্রিস্টালাইজারে, ক্রিস্টালাইজার স্ল্যাব রোলারে আর্ক বরাবর নিচের দিকে সঞ্চালন, জল স্প্রে কুলিং দ্বারা আর্ক চলাচল, সম্পূর্ণ বা আংশিক শক্ত না হওয়া পর্যন্ত, তারপরে ঢালাই করা। মেশিনে অনুভূমিক স্পর্শক বিন্দু, তারপর অনুভূমিক লোডিং থেকে শিখা কাটিয়া হ্যান্ডেলবার স্ল্যাব কাটার দৈর্ঘ্য ব্যবহার করুন।
আমার কোম্পানীর ক্রমাগত ঢালাই মেশিন বিলেট উত্পাদন প্রধানত আছে, বিলেট, বাগান বিলেট.
 um of 8;উচ্চ গতির ইস্পাত এবং টুল স্টিলের জন্য, সর্বনিম্ন 10 নিন;কার্বন ইস্পাত এবং কম খাদ ইস্পাত জন্য, নিন 6.
um of 8;উচ্চ গতির ইস্পাত এবং টুল স্টিলের জন্য, সর্বনিম্ন 10 নিন;কার্বন ইস্পাত এবং কম খাদ ইস্পাত জন্য, নিন 6.
বিলেটের অংশের আকার রোলিংয়ের প্রয়োজন এবং রোলিংয়ের সময় কম্প্রেশন অনুপাত অনুসারে নির্ধারণ করা উচিত।
চুল্লির ক্ষমতা এবং ঢালাই মেশিনের ক্ষমতাও বিবেচনা করা উচিত।
এটি সাধারণত বড় অংশ এবং মাল্টি-ফ্লো ক্রমাগত ঢালাই মেশিন দিয়ে সজ্জিত করা হয় বড় ইস্পাত তৈরির চুল্লিগুলির জন্য।
রোলিং কম্প্রেশন পছন্দনীয় 6 ~ 10।
স্টেইনলেস স্টীল এবং তাপ প্রতিরোধী স্টিলের জন্য, একটি ন্যূনতম নিন





