
నిరంతర కాస్టింగ్ మెషిన్


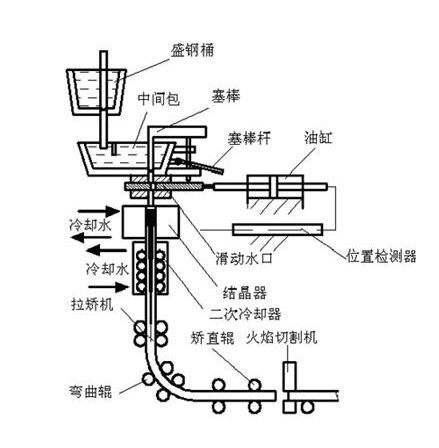
ప్రధాన ప్రక్రియ ప్రవాహం: కరిగిన ఉక్కు లాడిల్ అవుట్ఫ్లో నుండి, మొదట టుండిష్లోకి, తర్వాత ఆర్క్ క్రిస్టలైజర్లోకి, స్ఫటికాకార స్లాబ్ రోలర్లో ఆర్క్తో పాటు క్రిందికి కదలిక, వాటర్ స్ప్రే శీతలీకరణ ద్వారా ఆర్క్ కదలిక, పూర్తి లేదా పాక్షికంగా పటిష్టం అయ్యే వరకు, ఆపై తారాగణం మెషిన్లోకి క్షితిజసమాంతర టాంజెంట్ పాయింట్ని, ఆపై క్షితిజ సమాంతర లోడ్ నుండి ఫ్లేమ్ కటింగ్ హ్యాండిల్బార్ స్లాబ్ కటింగ్ పొడవును ఉపయోగించండి.
నా కంపెనీ బిల్లెట్ యొక్క నిరంతర కాస్టింగ్ మెషిన్ ఉత్పత్తిలో ప్రధానంగా బిల్లెట్, గార్డెన్ బిల్లెట్ ఉన్నాయి.
 ఉమ్ 8;హై స్పీడ్ స్టీల్ మరియు టూల్ స్టీల్ కోసం, కనీసం 10 తీసుకోండి;కార్బన్ స్టీల్ మరియు తక్కువ అల్లాయ్ స్టీల్ కోసం, 6 తీసుకోండి.
ఉమ్ 8;హై స్పీడ్ స్టీల్ మరియు టూల్ స్టీల్ కోసం, కనీసం 10 తీసుకోండి;కార్బన్ స్టీల్ మరియు తక్కువ అల్లాయ్ స్టీల్ కోసం, 6 తీసుకోండి.
బిల్లెట్ యొక్క విభాగం పరిమాణం రోలింగ్ అవసరం మరియు రోలింగ్ సమయంలో కుదింపు నిష్పత్తి ప్రకారం నిర్ణయించబడాలి.
కొలిమి యొక్క సామర్థ్యం మరియు కాస్టింగ్ యంత్రం యొక్క సామర్థ్యాన్ని కూడా పరిగణించాలి.
ఇది సాధారణంగా పెద్ద ఉక్కు తయారీ ఫర్నేసుల కోసం పెద్ద విభాగం మరియు బహుళ ప్రవాహ నిరంతర కాస్టింగ్ యంత్రంతో అమర్చబడి ఉంటుంది.
రోలింగ్ కంప్రెషన్ ఉత్తమం 6 ~ 10.
స్టెయిన్లెస్ స్టీల్ మరియు హీట్ రెసిస్టెంట్ స్టీల్ కోసం, కనిష్టంగా తీసుకోండి





