
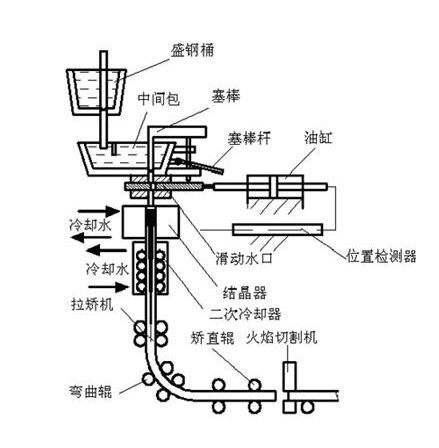
தொடர்ச்சியான வார்ப்பு இயந்திரம்


முக்கிய செயல்முறை ஓட்டம்: உருகிய எஃகு லேடில் வெளியேற்றத்திலிருந்து, முதலில் துண்டிஷ், பின்னர் ஆர்க் கிரிஸ்டலைசர், படிக ஸ்லாப் ரோலர் கீழ்நோக்கி நகர்தல், நீர் தெளிப்பு குளிர்ச்சி மூலம் வில் நகர்வு, முழுமையான அல்லது பகுதி திடப்படுத்தப்படும் வரை, பின்னர் வார்ப்பு இயந்திரத்தில் கிடைமட்ட தொடு புள்ளி, பின்னர் கிடைமட்ட ஏற்றுதல் இருந்து, சுடர் வெட்டு கைப்பிடி ஸ்லாப் வெட்டு நீளம் பயன்படுத்த.
எனது நிறுவனத்தின் தொடர்ச்சியான வார்ப்பு இயந்திர உற்பத்தியில் பில்லெட் முக்கியமாக, பில்லெட், கார்டன் பில்லெட் உள்ளது.
 உம் 8;அதிவேக எஃகு மற்றும் கருவி எஃகுக்கு, குறைந்தபட்சம் 10 எடுத்துக் கொள்ளுங்கள்;கார்பன் எஃகு மற்றும் குறைந்த அலாய் ஸ்டீலுக்கு, 6ஐ எடுத்துக் கொள்ளுங்கள்.
உம் 8;அதிவேக எஃகு மற்றும் கருவி எஃகுக்கு, குறைந்தபட்சம் 10 எடுத்துக் கொள்ளுங்கள்;கார்பன் எஃகு மற்றும் குறைந்த அலாய் ஸ்டீலுக்கு, 6ஐ எடுத்துக் கொள்ளுங்கள்.
உருட்டலின் தேவை மற்றும் உருட்டலின் போது சுருக்க விகிதத்திற்கு ஏற்ப பில்லட்டின் பகுதி அளவு தீர்மானிக்கப்பட வேண்டும்.
உலை மற்றும் வார்ப்பு இயந்திரத்தின் திறன் ஆகியவற்றைக் கருத்தில் கொள்ள வேண்டும்.
இது பொதுவாக பெரிய எஃகு தயாரிக்கும் உலைகளுக்கான பெரிய பிரிவு மற்றும் பல ஓட்டம் தொடர்ச்சியான வார்ப்பு இயந்திரத்துடன் பொருத்தப்பட்டுள்ளது.
உருட்டல் சுருக்கமானது விரும்பத்தக்கது 6 ~ 10.
துருப்பிடிக்காத எஃகு மற்றும் வெப்பத்தை எதிர்க்கும் எஃகுக்கு, குறைந்தபட்சம் எடுத்துக் கொள்ளுங்கள்





