
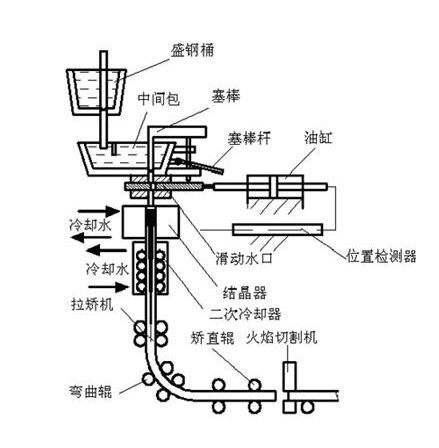
തുടർച്ചയായ കാസ്റ്റിംഗ് മെഷീൻ


പ്രധാന പ്രക്രിയയുടെ ഒഴുക്ക് ഇതാണ്: ഉരുകിയ ഉരുക്ക് ലാഡിൽ പുറത്തേക്ക് ഒഴുകുന്നത്, ആദ്യം ടൺഡിഷിലേക്കും പിന്നീട് ആർക്ക് ക്രിസ്റ്റലൈസറിലേക്കും, ക്രിസ്റ്റലൈസർ സ്ലാബ് റോളറിൽ താഴേയ്ക്കുള്ള ചലനം, വാട്ടർ സ്പ്രേ കൂളിംഗ് വഴിയുള്ള ആർക്ക് ചലനം, പൂർണ്ണമായോ ഭാഗികമായോ ദൃഢമാകുന്നത് വരെ, തുടർന്ന് കാസ്റ്റുചെയ്യുന്നു. മെഷീനിലേക്ക് തിരശ്ചീന ടാൻജെന്റ് പോയിന്റ്, തുടർന്ന് തിരശ്ചീന ലോഡിംഗിൽ നിന്ന് ഫ്ലേം കട്ടിംഗ് ഹാൻഡിൽബാർ സ്ലാബ് കട്ടിംഗ് നീളം ഉപയോഗിക്കുക.
ബില്ലറ്റിന്റെ എന്റെ കമ്പനിയുടെ തുടർച്ചയായ കാസ്റ്റിംഗ് മെഷീൻ ഉൽപ്പാദനത്തിൽ പ്രധാനമായും ബില്ലറ്റ്, ഗാർഡൻ ബില്ലറ്റ് എന്നിവയുണ്ട്.
 ഉം 8;ഹൈ സ്പീഡ് സ്റ്റീലിനും ടൂൾ സ്റ്റീലിനും കുറഞ്ഞത് 10 എടുക്കുക;കാർബൺ സ്റ്റീലിനും ലോ അലോയ് സ്റ്റീലിനും 6 എടുക്കുക.
ഉം 8;ഹൈ സ്പീഡ് സ്റ്റീലിനും ടൂൾ സ്റ്റീലിനും കുറഞ്ഞത് 10 എടുക്കുക;കാർബൺ സ്റ്റീലിനും ലോ അലോയ് സ്റ്റീലിനും 6 എടുക്കുക.
റോളിംഗിന്റെ ആവശ്യകതയും റോളിംഗ് സമയത്ത് കംപ്രഷൻ അനുപാതവും അനുസരിച്ച് ബില്ലറ്റിന്റെ സെക്ഷൻ വലുപ്പം നിർണ്ണയിക്കണം.
ചൂളയുടെ ശേഷിയും കാസ്റ്റിംഗ് മെഷീന്റെ ശേഷിയും കണക്കിലെടുക്കണം.
വലിയ സ്റ്റീൽ നിർമ്മാണ ചൂളകൾക്കായി ഇത് സാധാരണയായി വലിയ ഭാഗവും മൾട്ടി-ഫ്ലോ തുടർച്ചയായ കാസ്റ്റിംഗ് മെഷീനും കൊണ്ട് സജ്ജീകരിച്ചിരിക്കുന്നു.
റോളിംഗ് കംപ്രഷൻ 6 ~ 10 ആണ് നല്ലത്.
സ്റ്റെയിൻലെസ്സ് സ്റ്റീലിനും ഹീറ്റ് റെസിസ്റ്റന്റ് സ്റ്റീലിനും മിനിമം എടുക്കുക





