
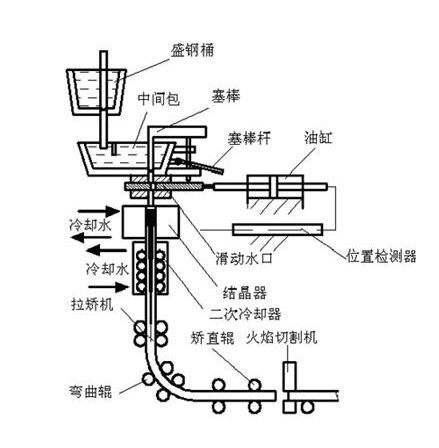
सतत कास्टिंग मशीन


मुख्य प्रक्रिया प्रवाह असा आहे: वितळलेल्या स्टीलच्या लाडूच्या बाहेरील प्रवाहापासून, प्रथम टंडिशमध्ये, नंतर आर्क क्रिस्टलायझरमध्ये, क्रिस्टलायझर स्लॅब रोलरमध्ये कमानीच्या बाजूने खाली दिशेने हालचाल, वॉटर स्प्रे कूलिंगद्वारे आर्क हालचाली, पूर्ण किंवा आंशिक घन होईपर्यंत, नंतर कास्टिंग मशीनमध्ये क्षैतिज स्पर्शक बिंदू, नंतर क्षैतिज लोडिंगपासून फ्लेम कटिंग हँडलबार स्लॅब कटिंग लांबी वापरा.
माझ्या कंपनीच्या बिलेटचे सतत कास्टिंग मशीन उत्पादनामध्ये प्रामुख्याने बिलेट, गार्डन बिलेट असते.
 8 चा उम;हाय स्पीड स्टील आणि टूल स्टीलसाठी, किमान 10 घ्या;कार्बन स्टील आणि लो अलॉय स्टीलसाठी, 6 घ्या.
8 चा उम;हाय स्पीड स्टील आणि टूल स्टीलसाठी, किमान 10 घ्या;कार्बन स्टील आणि लो अलॉय स्टीलसाठी, 6 घ्या.
बिलेटचा विभाग आकार रोलिंगच्या गरजेनुसार आणि रोलिंग दरम्यान कॉम्प्रेशन रेशोनुसार निर्धारित केला पाहिजे.
भट्टीची क्षमता आणि कास्टिंग मशीनची क्षमता देखील विचारात घेतली पाहिजे.
हे सामान्यत: मोठ्या स्टील बनविणाऱ्या भट्टीसाठी मोठ्या विभाग आणि मल्टी-फ्लो सतत कास्टिंग मशीनसह सुसज्ज आहे.
रोलिंग कॉम्प्रेशन श्रेयस्कर 6 ~ 10 आहे.
स्टेनलेस स्टील आणि उष्णता प्रतिरोधक स्टीलसाठी, किमान घ्या





