
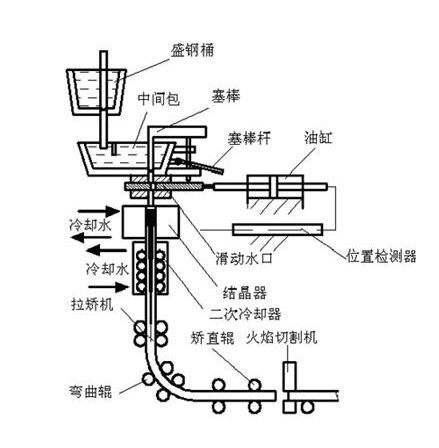
Машина непрерывного литья заготовок


Основная технологическая схема: от истечения расплавленного сталеразливочного ковша сначала в промежуточный ковш, затем в дуговой кристаллизатор, образующийся в плите кристаллизатора, движение вниз по дуге, движение дуги за счет охлаждения струей воды до полного или частичного затвердевания, затем разливка в горизонтальная точка касания в машину, затем используйте длину резки плиты руля для резки пламенем от горизонтальной нагрузки.
Производство машины непрерывного литья заготовок моей компании в основном состоит из заготовок, заготовок для сада.
 гм 8;для быстрорежущей и инструментальной стали брать не менее 10;для углеродистой и низколегированной стали принимают 6.
гм 8;для быстрорежущей и инструментальной стали брать не менее 10;для углеродистой и низколегированной стали принимают 6.
Размер сечения заготовки должен определяться в зависимости от необходимости прокатки и степени сжатия при прокатке.
Также следует учитывать мощность печи и мощность литейной машины.
Как правило, она оснащена крупносекционной и многопоточной машиной непрерывного литья заготовок для больших сталеплавильных печей.
Прокатное сжатие предпочтительно 6 ~ 10.
Для нержавеющей стали и жаропрочной стали принимайте не менее





