
مسلسل کاسٹنگ مشین


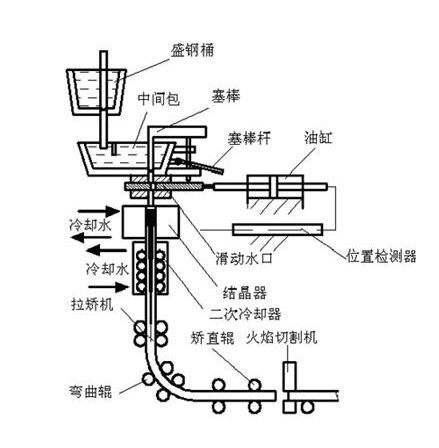
مرکزی عمل کا بہاؤ یہ ہے: پگھلے ہوئے اسٹیل کے لاڈل کے اخراج سے، پہلے ٹنڈش میں، پھر آرک کرسٹلائزر میں، آرک کے ساتھ کرسٹلائزر سلیب رولر نیچے کی طرف حرکت میں، پانی کے سپرے کولنگ کے ذریعے آرک کی حرکت، مکمل یا جزوی ٹھوس ہونے تک، پھر کاسٹ کرنا مشین میں افقی ٹینجنٹ پوائنٹ، پھر افقی لوڈنگ سے شعلہ کاٹنے والی ہینڈل بار سلیب کاٹنے کی لمبائی کا استعمال کریں۔
میری کمپنی کی مسلسل کاسٹنگ مشین بلٹ کی پیداوار میں بنیادی طور پر بلیٹ، گارڈن بلیٹ ہے۔
 um of 8;تیز رفتار اسٹیل اور ٹول اسٹیل کے لیے، کم از کم 10 لیں؛کاربن اسٹیل اور کم الائے اسٹیل کے لیے، 6 لیں۔
um of 8;تیز رفتار اسٹیل اور ٹول اسٹیل کے لیے، کم از کم 10 لیں؛کاربن اسٹیل اور کم الائے اسٹیل کے لیے، 6 لیں۔
بیلٹ کے حصے کا سائز رولنگ کی ضرورت اور رولنگ کے دوران کمپریشن تناسب کے مطابق طے کیا جانا چاہئے۔
بھٹی کی صلاحیت اور کاسٹنگ مشین کی صلاحیت پر بھی غور کیا جانا چاہیے۔
یہ عام طور پر بڑے حصے اور ملٹی فلو مسلسل کاسٹنگ مشین سے لیس ہے جو اسٹیل بنانے والی بڑی بھٹیوں کے لیے ہے۔
رولنگ کمپریشن بہتر ہے 6 ~ 10۔
سٹینلیس سٹیل اور گرمی مزاحم سٹیل کے لیے، کم سے کم لیں۔





