
Mis on pidev valamine
Pidevvalu on vahelüli terase valmistamise ja valtsimise vahel, metallurgilise protsessi asendamatu osa ja terasetehase oluline osa.
Erinevat tüüpi terastoodete valmistamisel terasetehastes kasutatakse terase tahkumiseks ja vormimiseks kahte meetodit: traditsiooniline survevalu meetod ja pidevvalu meetod.
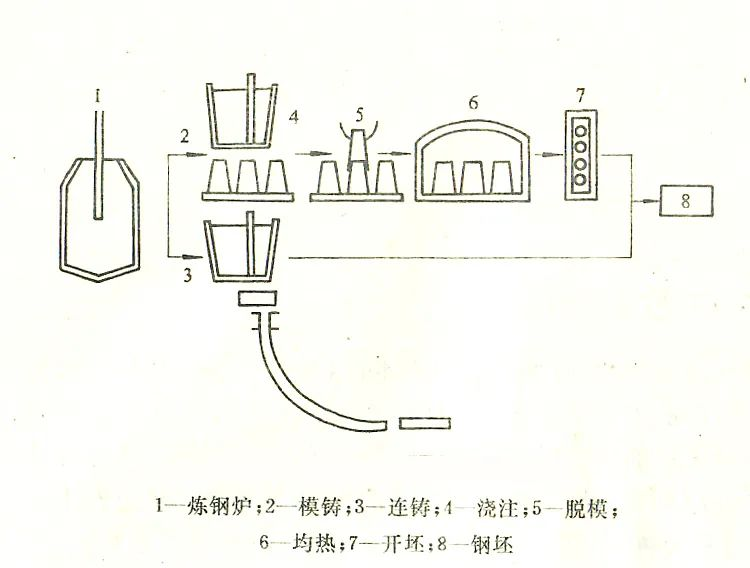
Survevalu:ahjuteras, mis valatakse perioodiliselt mitmesse valuplokki, mis tahkutakse pärast vormi mahajahtumist vormi, et saada valatud toorik.Kuna iga valamise vormi valamine, jahutamine ja seejärel lahtivõtmine hõlmab suurt ala, on suhteliselt pikk tootmistõhusus madal.
Survevalu on toodetud pikka aega, tootmissuhe väheneb aasta-aastalt.Kuid praegu ei saa pidev valamine survevalu täielikult asendada, näiteks tuumaelektrijaamade suuri valatud ja sepistatud osi, hüdroenergia turbiinide rootoreid, 10 000 tonni laevade spindleid ja muud suure paksusega spetsiaalset terast saab kasutada ainult survevalu.
Pidev valamine:Teras voolab pidevalt vahekulpi ja süstitakse kristallisaatorisse pärast segamist ja vahepealse kulbiga manööverdamist, et jahtuda ja tahkuda, mille tulemuseks on lõpmatult pikk valatud toorik, mida saab pärast lõikamist otse valtsimiseks kasutada.

Pideva valamise eelised ja omadused.
Lihtsustab tootmisprotsessi, välistades vormi valamise, vormi eemaldamise, vormi parandamise, valuplokkide homogeniseerimise ja toorikute avamise protsessid, säästes 40% infrastruktuuri investeeringuid, 30% põrandapinda, 40% tegevuskulusid ja 15% tulekindlate materjalide tarbimist.
Paranenud metalli saagis, vähendades oluliselt toorikute kadu pea ja saba lõikamise tõttu, mis võib suurendada metalli saagist umbes 9%.
Vähendab energiatarbimist tootmisprotsessis, välistades toorikute avamisahjus põlemisvõimsuse tarbimise, mis võib vähendada energiatarbimist 1/4 kuni 1/2 võrra.
Parandab tootmisprotsessi mehhaniseerituse ja automatiseerituse taset.
Pideva valamise protsessi tutvustus
Pideva valamise tootmise protsessi voog on järgmine
Kulp → vahekulp → kristallisaator → sekundaarne jahutus → tooriku sirgendamine → lõikamine → rullkonveier → tooriku ülekandevagun (terasetõukur) → toorikuvalu
Põhilink.
Vahekulp (puhverdamine, jaotus)
Kristallisaator (tahkestumist moodustav)
Teine jahutus (jahutus, juhtkinnitus)
Tõmbe- ja sirgendusmasin (tooriku tõmbamine, sirgendamine)
Postitusaeg: jaanuar 06-2023