
Что такое непрерывное литье
Непрерывная разливка — промежуточное звено между производством стали и прокаткой, неотъемлемая часть металлургического процесса и важная часть сталелитейного производства.
В процессе производства различных видов металлопродукции на сталелитейных заводах применяют два метода затвердевания и формовки стали: традиционный метод литья под давлением и метод непрерывного литья.
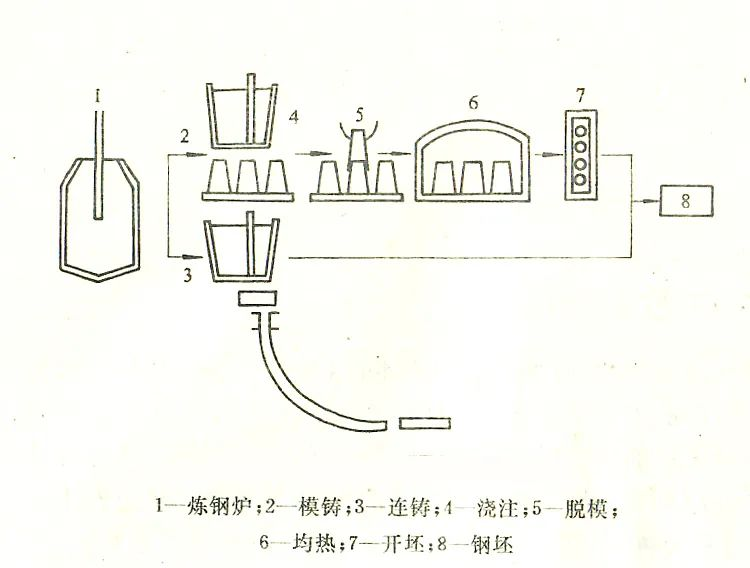
Литье под давлением:печная сталь, периодически разливаемая в несколько слитков, которая должна затвердевать в форме после охлаждения формы для получения литой заготовки.Поскольку литье в форму, каждая заливка в форму, охлаждение, а затем извлечение из формы, занимает большую площадь, относительно долгая эффективность производства низка.
Литье под давлением производится давно, коэффициент производства снижается с каждым годом.Но в настоящее время непрерывное литье не может полностью заменить литье под давлением, например, крупные литые и кованые детали атомных энергоблоков, роторы турбин для гидроэнергетики, 10000-тонные судовые шпиндели и другие специальные стали большой толщины могут использовать только литье под давлением.
Непрерывное литье:Сталь непрерывно поступает в промежуточный ковш и впрыскивается в кристаллизатор после смешивания и маневрирования промежуточным ковшом для охлаждения и затвердевания, в результате чего получается бесконечно длинная литая заготовка, которую можно непосредственно использовать для прокатного производства после резки.

Преимущества и особенности непрерывного литья.
Упрощает производственный процесс, устраняя процессы литья в форму, удаления формы, выпрямления формы, гомогенизации слитков и вскрытия заготовок, экономя 40% инвестиций в инфраструктуру, 30% занимаемой площади, 40% эксплуатационных расходов и 15% расхода огнеупоров.
Улучшенный выход металла, значительно снижающий потери заготовок при резке головы и хвоста, что позволяет увеличить выход металла примерно на 9%.
Снижает энергозатраты в производственном процессе, исключая потребление мощности горения в печи для вскрытия заготовок, что позволяет снизить энергозатраты на 1/4-1/2.
Повышается уровень механизации и автоматизации производственного процесса.
Введение в процесс непрерывного литья заготовок
Технологическая схема производства непрерывного литья заготовок выглядит следующим образом.
Ковш → промежуточный ковш → кристаллизатор → вторичное охлаждение → правка заготовок → резка → рольганг → тележка для перегрузки заготовок (толкатель стали) → разливка заготовок
Основная ссылка.
Промежуточный ковш (буферизация, раздача)
Кристаллизатор (формирование отверждения)
Второе охлаждение (охлаждение, направляющий зажим)
Тягово-правильный станок (вытягивание заготовок, правка)
Время публикации: 06 января 2023 г.