
Що таке безперервне лиття
Безперервне лиття є проміжною ланкою між виробництвом сталі та прокаткою, невід’ємною частиною металургійного процесу та важливою частиною сталеливарного заводу.
У процесі виробництва різних видів сталевих виробів на металургійних заводах існує два способи використання затвердіння і формування сталі: традиційний метод лиття під тиском і метод безперервного лиття.
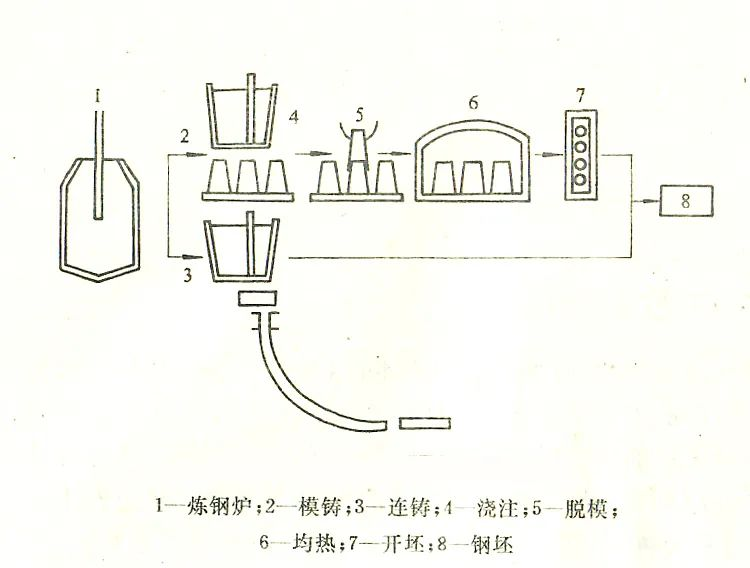
Лиття під тиском:сталь печі, яка періодично розливається в кілька зливків, щоб отримати форму після охолодження форми, щоб отримати литу заготовку.Оскільки лиття у форму, кожне заливання, щоб зробити форму, охолодження та потім вилучення з форми, охоплює велику площу, відносно тривалий ефективність виробництва низька.
Лиття під тиском виробляється протягом тривалого часу, коефіцієнт виробництва з року в рік зменшується.Але в даний час безперервне лиття не може повністю замінити лиття під тиском, наприклад, великі литі та ковані деталі атомних енергоблоків, ротори турбін для гідроелектростанцій, 10 000 тонн шпинделів суден та інша спеціальна сталь великої товщини може використовувати лише лиття під тиском.
Безперервне лиття:Сталь безперервно надходить у проміжний ковш і впорскується в кристалізатор після змішування та шунтування проміжним ковшем для охолодження та затвердіння, у результаті чого утворюється нескінченно довга лита заготовка, яку можна безпосередньо використовувати для виробництва прокату після різання.

Переваги та характеристики безперервного лиття.
Спрощує виробничий процес, усуваючи процеси лиття у форму, видалення форми, ректифікацію форми, гомогенізацію зливка та відкриття заготовки, заощаджуючи 40% інвестицій у інфраструктуру, 30% площі, 40% експлуатаційних витрат і 15% споживання вогнетривів.
Покращений вихід металу, суттєво зменшуючи втрати заготовок через розрізання голови та хвоста, що може збільшити вихід металу приблизно на 9%.
Зменшує споживання енергії в процесі виробництва, усуваючи споживання енергії згоряння в печі для відкриття заготовок, що може зменшити споживання енергії на 1/4 до 1/2.
Підвищує рівень механізації та автоматизації виробничого процесу.
Впровадження процесу безперервного лиття
Технологічний процес виробництва безперервного литва виглядає наступним чином
Ківш → проміжний ківш → кристалізатор → вторинне охолодження → правка заготовки → різання → роликовий конвеєр → машина для транспортування заготовки (штовхач сталі) → лиття заготовки
Основне посилання.
Проміжний ківш (буферність, розподіл)
Кристалізатор (формування затвердіння)
Друге охолодження (охолодження, направляючий затиск)
Витяжно-правочна машина (витягування заготовки, правка)
Час публікації: 06 січня 2023 р