
מה זה יציקה מתמשכת
יציקה רציפה היא חוליית הביניים בין ייצור פלדה לגלגול, חלק הכרחי בתהליך המתכתי, וחלק חשוב במפעל הפלדה.
בתהליך ייצור מוצרי פלדה מסוגים שונים במפעלי פלדה, קיימות שתי שיטות לשימוש בהתמצקות ויצירת פלדה: שיטת היציקה המסורתית ושיטת היציקה הרציפה.
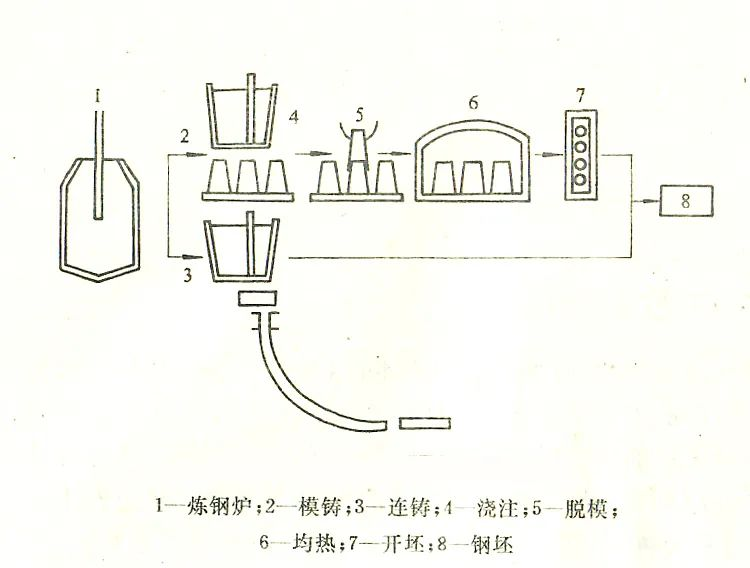
יציקת מתים:פלדת תנור הנוצקת לסירוגין לתוך מטילי מרובים, כדי להתמצק לצורה לאחר קירור התבנית כדי לקבל בילט יצוק.מכיוון שיציקת עובש כל יציקה כדי לעשות עובש, קירור ואז פירוק, מכסה שטח של יעילות ייצור גדולה וארוכה יחסית נמוכה.
יציקת המות מיוצרת במשך זמן רב, יחס הייצור יורד משנה לשנה.אבל נכון לעכשיו, יציקה מתמשכת לא יכולה להחליף לחלוטין את יציקת המות, למשל, חלקים יצוקים ומחושלים גדולים של יחידות כוח גרעיניות, רוטורים של טורבינות לאנרגיה הידרומית, 10,000 טון של צירי ספינה ופלדה מיוחדת בעובי גדול אחרים יכולים להשתמש רק ביציקת למות.
ליהוק רציף:הפלדה זורמת ברציפות לתוך מצקת הביניים, ומוזרקת למגבש לאחר ערבוב ושינצ'נט על ידי מצקת הביניים כדי להתקרר ולהתמצק, וכתוצאה מכך נוצר בילט יצוק ארוך לאין שיעור, שניתן להשתמש בו ישירות לייצור גלגול לאחר החיתוך.

יתרונות ומאפיינים של יציקה רציפה.
מפשט את תהליך הייצור, מבטל את התהליכים של יציקת עובש, הסרת עובש, תיקון עובש, הומוגזציה של מטיל ופתיחת בילט, חיסכון של 40% בהשקעה בתשתית, 30% בשטח הרצפה, 40% בעלויות תפעול ו-15% בצריכת עקשן.
תפוקת מתכת משופרת, מפחיתה משמעותית את אובדן הבילטים על ידי חיתוך הראש והזנב, מה שיכול להגדיל את תפוקת המתכת בכ-9%.
מפחית את צריכת האנרגיה בתהליך הייצור, מבטל את צריכת כוח הבעירה בתנור פתיחת הבילט, מה שיכול להפחית את צריכת האנרגיה ב-1/4 עד 1/2.
משפר את רמת המיכון והאוטומציה של תהליך הייצור.
היכרות עם תהליך יציקה מתמשכת
זרימת התהליך של ייצור יציקה מתמשכת היא כדלקמן
מצקת → מצקת ביניים → מגבש → קירור משני → יישור בילט → חיתוך → מסוע גלילה → מכונית העברת בילט (דוחף פלדה) → יציקת בילט
קישור ליבה.
מצקת ביניים (חציצה, הפצה)
מתגבש (היווצרות התמצקות)
קירור שני (קירור, הידוק מנחה)
מכונת משיכה ויישור (משיכת עמודים, יישור)
זמן פרסום: ינואר-06-2023