
អ្វីទៅជាការចាក់បន្ត
ការចាក់បន្តគឺជាទំនាក់ទំនងកម្រិតមធ្យមរវាងការផលិតដែក និងការរំកិល ដែលជាផ្នែកមិនអាចខ្វះបាននៃដំណើរការលោហធាតុ និងជាផ្នែកសំខាន់នៃម៉ាស៊ីនកិនដែក។
នៅក្នុងដំណើរការនៃការផលិតផលិតផលដែកប្រភេទផ្សេងៗនៅក្នុងរោងម៉ាស៊ីនដែក មានវិធីពីរយ៉ាងក្នុងការប្រើការពង្រឹង និងបង្កើតដែក៖ វិធីសាស្ត្រចាក់ថ្នាំបុរាណ និងវិធីសាស្ត្រចាក់បន្ត។
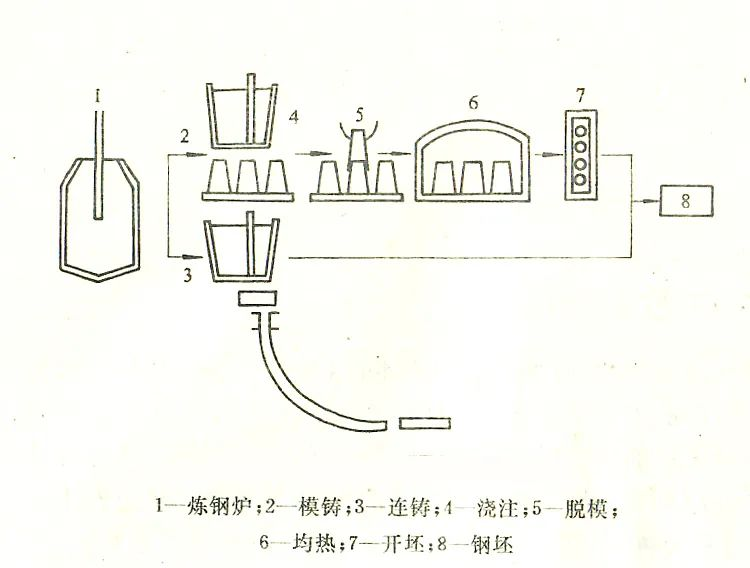
ការសម្ដែងស្លាប់:ដែកចង្រ្កានមួយបានចាក់ចូលក្នុងដុំច្រើនជាបណ្តើរៗ ដើម្បីឱ្យរឹងរាងជារូបរាង បន្ទាប់ពីបានត្រជាក់ចេញពីផ្សិតដើម្បីទទួលបានដុំដែក។ដោយសារការចាក់ផ្សិតនីមួយៗដើម្បីធ្វើផ្សិត ការធ្វើឱ្យត្រជាក់និងបន្ទាប់មកបង្កើតបានគ្របដណ្ដប់លើផ្ទៃដីដ៏ធំ ប្រសិទ្ធភាពផលិតកម្មវែងគឺទាប។
Die Cast ត្រូវបានផលិតតាំងពីយូរយារណាស់មកហើយ សមាមាត្រផលិតកម្មថយចុះពីមួយឆ្នាំទៅមួយឆ្នាំ។ប៉ុន្តែនាពេលបច្ចុប្បន្ននេះ ការចាក់បន្តមិនអាចជំនួសបានទាំងស្រុងទេ តួយ៉ាង តួធំ និងផ្នែកក្លែងបន្លំនៃអង្គភាពថាមពលនុយក្លេអ៊ែរ ទួរប៊ីន rotor សម្រាប់វារីអគ្គិសនី កប៉ាល់ spindles 10,000 តោន និងដែកពិសេសដែលមានកម្រាស់ធំផ្សេងទៀតអាចប្រើការ Cast Cast តែប៉ុណ្ណោះ។
ការចាក់បន្ត៖ដែកថែបហូរជាបន្តបន្ទាប់ចូលទៅក្នុងបន្ទះដែកកម្រិតមធ្យម ហើយត្រូវបានចាក់ចូលទៅក្នុងគ្រីស្តាល់បន្ទាប់ពីលាយ និងរមូរដោយបន្ទះកម្រិតមធ្យមដើម្បីឱ្យត្រជាក់ និងរឹង នាំឱ្យដុំដែកដែលវែងគ្មានកំណត់ ដែលអាចប្រើដោយផ្ទាល់សម្រាប់ការផលិតរមូរបន្ទាប់ពីកាត់។

គុណសម្បត្តិនិងលក្ខណៈនៃការចាក់បន្ត។
សម្រួលដល់ដំណើរការផលិត លុបបំបាត់ដំណើរការផ្សិត ការដកផ្សិត ការកែទម្រង់ផ្សិត ការធ្វើឱ្យដូចគ្នា និងការបើកក្រដាសប្រាក់ សន្សំបាន 40% ក្នុងការវិនិយោគលើហេដ្ឋារចនាសម្ព័ន្ធ 30% ក្នុងកំរាលឥដ្ឋ 40% ក្នុងការចំណាយប្រតិបត្តិការ និង 15% ក្នុងការប្រើប្រាស់ refractory ។
ធ្វើអោយប្រសើរឡើងនូវទិន្នផលដែក កាត់បន្ថយការខាតបង់យ៉ាងសំខាន់ដោយកាត់ក្បាល និងកន្ទុយ ដែលអាចបង្កើនទិន្នផលលោហៈប្រហែល 9% ។
កាត់បន្ថយការប្រើប្រាស់ថាមពលក្នុងដំណើរការផលិត បំបាត់ការប្រើប្រាស់ថាមពលចំហេះនៅក្នុងឡភ្លើងដែលបើកភ្លើង ដែលអាចកាត់បន្ថយការប្រើប្រាស់ថាមពលពី 1/4 ទៅ 1/2 ។
ធ្វើអោយប្រសើរឡើងនូវកម្រិតយន្តការ និងស្វ័យប្រវត្តិកម្មនៃដំណើរការផលិត។
ការណែនាំអំពីដំណើរការចាក់បន្ត
ដំណើរការនៃការផលិតជាបន្តបន្ទាប់មានដូចខាងក្រោម
Ladle → ladle កម្រិតមធ្យម → crystallizer → second cooling → billet straightening → cutting → roller conveyor → billet transfer car (steel pusher) → billet casting
តំណភ្ជាប់ស្នូល។
កាំជណ្ដើរកម្រិតមធ្យម (បណ្តែតបណ្តោយ ការចែកចាយ)
គ្រីស្តាល់ (ការបង្កើតភាពរឹងមាំ)
ការធ្វើឱ្យត្រជាក់ទីពីរ (ត្រជាក់, ការគៀបដឹកនាំ)
ម៉ាស៊ីនទាញនិងដាក់ឱ្យត្រង់(ការទាញដុំដែកឱ្យត្រង់)
ពេលវេលាផ្សាយ៖ មករា-០៦-២០២៣